MPK 10

| Programme | 8 |
| Starts | 2 |
| Magnetventile | 2 |
| Thyristor | 40 A bis 580 A |
Option Maschinensteuergerät
| Techniken: | Wechselstromtechnik |
| Gleichstromtechnik | |
| Mittelfrequenztechnik | |
| CD-Technik (Kondensatorentladung) |
MPK 10 |
|||||||||
|
Option Maschinensteuergerät |
MPS 100/200/300 |
|
 |
MPG 200 |
|||||||||||||
 |
|
MPS 8043/MPS15043 |
|
Thyristor 250 A bis 3700 A 100 Programme |
MPS9173 + Mundus |
|
 |
Bedienoberfläche (Mundus) Vernetzbarkeit bis zu 52 Modulen 64 - 128 Programme Einzel-, Zentral- und Netzwerksbetrieb Wechselstromregelung Wechselstromüberwachung Proportionalventilregelung |
Vorteile von Dreiphasen Gleichstrommaschinen:
| Günstige Anschlussbedingungen: Symmetrische Netzbelastung aller 3 Phasen des Versorgungsnetzes Niedrige Installationskosten für Netztransformator, Anschlusskabel und Hauptschalter |
|
| Großer Leistungsfaktor - kleine Verluste Im Gegensatz zu Wechselstrommaschinen mit äußerst niedrigem Leistungsfaktor wird ein Leistungsfaktor (cos phi) von 0,9 erreicht. Die induktiven Verluste im Sekundärbereich sind praktisch Null. |
|
| Niedriger Energieverbrauch Durch Wegfall der Induktivität im Sekundärkreis kann ein optimales Übersetzungsverhältnis "primär/sekundär" gewählt werden. Daraus resultiert eine geringere Leistungsaufnahme aus dem Versorgungsnetz. |
|
| Geringe Legierungsneigungen der Elektroden Konstanter Stromfluss durch Fehlen der Nulldurchgänge beim Stromverlauf sorgt für geringe spezifische Belastung der Elektroden. Hierdurch vermindert sich in der Regel die Legierungsneigung, und die Elektrodenstandmenge wird größer |
|
| Hoher Schweißstrom bei kleiner Sekundärspannung Bei entsprechender Dimensionierung des Sekundärkreises genügen kleine Sekundärspannungen zur Erzeugung eines hohen Schweißstromes auch bei großen Maschinenausladungen, weil der induktive Widerstand fehlt. Die Maschinen schweißen "weicher", eine Spritzerbildung wird weitgehenst vermieden. |
|
| Kurze Schweißzeiten mit begrenzter Wärmeeinflusszone Im Vergleich zu Wechselstrom wird beim Schweißen mit Gleichstrom in gleicher Zeit mehr Wärme eingebracht, weil der Stromverlauf nicht mehr sinusförmig ist und die Nulldurchgänge entfallen. Werkteil und Elektroden werden thermisch geringer belastet, die Wärmeeinflusszonen bleiben klein. |
|
| Gleichmäßige Stromverteilung in Elektroden und Werkteil Die Stromverteilung in Elektroden und Werkteil bestimmt nur noch der ohmsche Werkstoffwiderstand, so dass sich zwangsläufig eine weitgehend gleichmäßige Stromverteilung ergibt. Dies ist besonders vorteilhaft bei mehreren Punktstellen, beim Buckel- und beim Drahtkreuzschweißen. |
MPS 8043/MPS15043 |
|
| 50 Programme 3 Phasengleichstrom Sekundärkonstantstromregelung Druckerausgang |
MPS9173R2 |
|
 |
Stromüberwachung Vernetzbarkeit |
 |
Methode:In einer speziellen Invertersteuerungen wird die dreiphasige Netzspannung gleichgerichtet und zu einer 1000 Hz Wechselspannung umgeformt. Diese Spannung wird auf einem kompakten, eng gekoppelten Transformator gegeben und sekundärseitig wieder gleich gerichtet. So entsteht für die Schweißung ein Gleichstrom, der, bedingt durch die 1000 Hz, schnell und genau geregelt werden kann.Vorteile:
Anwendungsgebiete:
|

|
Bedienteile Steuerung mit: |
PC-Bedienung |
||||||||
| Stromprogramm Druckprogramm Proportionalventil KSR-Regelung Überwachungsfunktion Zeiten in Millisekunden |
Zeiten in Millisekunden oder Perioden lineare Stepperfunktion Logbuchspeicher Zentrale Bedienung oder HPG Qualitätssichernde Funktionen |
||||||||
|
Leistungsklassen |
|||||||||
Bauformen |
|||||||||
Ausführung:
|
|||||||||
Die CD (Capacitator-Discharge)-Schweißtechnik funktioniert nach dem Prinzip der transformierten Kondensatorentladung.
Merkmale
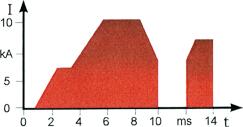
| Typische Entladekurve: | |
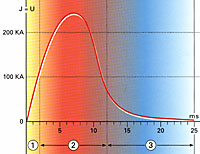 |
1. Vorwärmzeit 2. Schweißzeit 3. Nachwärmzeit |
Es gibt 3 verschiedene Maschinentypen:
| Tischmaschinen | |
|---|---|
| Leistung | 800 Ws bis 3200 Ws |
| Elektrodenkraft | 40 daN bis 800 daN |
| Ständermaschinen | |
| Leistung |
6000Ws bis 12000Ws |
| Elektrodenkraft | 100 daN bis 2000 daN |
| Portalmaschinen | |
| Leistung | 18000 Ws bis 60000 Ws |
| Elektrodenkraft | 1000 daN bis 12000 daN |
Die megapuls CD-Schweißmaschinen sind modular aufgebaut. Sie umspannen das gesamte Spektrum von einfachen Maschinen mit manueller Beschickung, mit halb- und vollautomatischer Beschickung und Integration in automatisierte Fertigungsanlagen und -linien.
Auslegung entsprechend der individuellen Anwendung